Machine Vision Systems
A Machine Vision System is a technology that allows machines or computers to “see” and understand the world, much like humans do with their eyes, but often faster and more accurately. These systems take pictures or videos, analyze what’s in them, and then make decisions based on that information.
Here’s the basic idea in plain words:
- Seeing – The system uses cameras or sensors to capture images of objects or scenes.
- Lighting – Special lights help the camera see details clearly.
- Understanding – The computer looks at the images and identifies things like shapes, colors, patterns, or defects.
- Acting – Based on what it sees, the system can do something, like sorting products, stopping a machine, or guiding a robot.
Where it’s used:
- Factories: to check products for mistakes or defects.
- Cars: self-driving cars use it to detect roads, other cars, and people.
- Medicine: to examine X-rays or scans.
- Agriculture: to monitor crops or detect pests.
Why it’s useful:
- Works faster than humans.
- Very accurate and consistent.
- Can work in dangerous or difficult environments.
In short, it’s like giving machines eyes and a brain to see and act intelligently in the world.
What is Machine Vision Systems?
A Machine Vision System is a technology that allows machines or computers to “see” and understand what’s happening in the real world. It’s like giving a computer eyes and a brain for visual tasks.
In simple words: it takes pictures, analyzes them, and makes decisions or measurements based on what it sees.
For example:
- In a factory, it can check if a product is made correctly.
- In self-driving cars, it helps detect lanes, traffic signs, and obstacles.
- In medicine, it can help read X-rays or scans automatically.
A machine vision system usually includes:
- A camera or sensor – to capture images.
- Lighting – to make sure the images are clear.
- A computer or processor – to analyze the images.
- Software or algorithms – to recognize patterns, defects, or objects.
- Output or action – like stopping a machine, sorting items, or giving information.
In short, a Machine Vision System helps machines “see and think” about what they see so they can make decisions or perform tasks automatically.
Who is Machine Vision Systems?
A Machine Vision System (MVS) is a combination of hardware and software that allows machines or computers to see, interpret, and respond to visual information from the real world. Unlike humans, who use their eyes and brain to process images naturally, machine vision systems use cameras, sensors, and advanced algorithms to “look” at objects, analyze them, and make decisions based on what they see.
In essence, it’s a technology that gives a machine eyes and a brain for visual tasks. These systems are widely used in industries, robotics, healthcare, agriculture, autonomous vehicles, and more.
How Does a Machine Vision System Work?
A machine vision system works in several steps:
- Image Capture (Seeing)
The first step is to capture an image or video of the object or scene.- This is done using cameras or sensors, which can see in visible light, infrared, ultraviolet, or even 3D.
- For example, a factory camera might take a picture of a product on a conveyor belt.
- Lighting (Making Things Visible)
Proper lighting is critical because the system can only see what is illuminated correctly.- Bright, uniform light ensures that defects, colors, or patterns are visible.
- Different lighting techniques can highlight edges, textures, or shapes.
- Image Processing (Analyzing the Image)
Once the image is captured, the computer analyzes it.- Software and algorithms detect edges, shapes, colors, patterns, or defects.
- Modern systems often use artificial intelligence and deep learning to recognize objects more accurately, even in complex or changing environments.
- Interpretation and Decision Making (Understanding)
After analyzing, the system interprets the data:- Is this product defective?
- Where is this object located in 3D space?
- Does this X-ray show an abnormality?
This step is like the “thinking” part of the system.
- Action or Output (Responding)
Finally, based on the analysis, the system can act:- Sort defective items.
- Guide a robotic arm to pick and place objects.
- Alert humans to a problem.
- Record data for quality control or reporting.
Components of a Machine Vision System
A typical system includes:
- Camera or Imaging Device – to capture the visual data.
- Lighting System – to illuminate the target for clear visibility.
- Lens and Optics – to focus and magnify the image correctly.
- Computer/Processor – to process the images.
- Software/Algorithms – to analyze and interpret the image.
- Actuators or Output Devices – to perform actions based on the results.
Applications of Machine Vision Systems
Machine vision systems are used in many fields:
- Industrial Automation: Inspecting products for defects, counting items, or guiding robots on assembly lines.
- Autonomous Vehicles: Detecting lanes, traffic signs, obstacles, and pedestrians.
- Medical Imaging: Analyzing X-rays, MRIs, and pathology slides for faster diagnosis.
- Agriculture: Monitoring crop health, detecting weeds or pests.
- Security and Surveillance: Facial recognition, detecting suspicious activities, or tracking objects.
Advantages of Machine Vision Systems
- Speed: Can process images much faster than a human can.
- Accuracy: Reduces human errors and ensures consistency.
- Non-contact: Can inspect delicate or dangerous materials without touching them.
- 24/7 Operation: Can work continuously in harsh or hazardous environments.
Challenges
- Requires proper lighting and calibration for accurate results.
- Can be affected by dust, vibrations, or changing environmental conditions.
- High initial setup cost for cameras, lighting, and software.
- Complex algorithms may need expert programming and maintenance.
When is Machine Vision Systems required?
A Machine Vision System is required whenever a task involves visual inspection, measurement, or analysis that either humans cannot do efficiently or where automation can significantly improve speed, accuracy, or safety. Here’s a detailed explanation:
1. When High Accuracy is Needed
- If a task requires detecting very small defects, precise measurements, or subtle differences that humans might miss, a machine vision system is ideal.
- Example: Checking tiny scratches or misalignments on electronics or microchips.
2. When Speed is Critical
- In high-speed production lines, human inspection is too slow to keep up.
- Example: Sorting thousands of bottles, packages, or pills per hour on a conveyor belt.
3. When Consistency is Important
- Humans can get tired, distracted, or inconsistent, but machines maintain the same standards 24/7.
- Example: Quality control in automotive or food production.
4. When Human Safety is a Concern
- Some environments are dangerous for humans, such as high temperatures, toxic chemicals, or heavy machinery.
- Example: Inspecting molten metal or radioactive materials.
5. When Complex Analysis is Needed
- Tasks that require measuring shapes, patterns, colors, or 3D positions precisely can benefit from machine vision.
- Example: Detecting defects in a complex-shaped mechanical part or checking the alignment of components on a circuit board.
6. When Automation Can Save Costs
- Replacing repetitive, labor-intensive visual inspection tasks with automated machine vision reduces labor costs and increases efficiency.
- Example: Sorting fruits by size, ripeness, or color in agriculture.
7. When Data Recording is Required
- Machine vision systems can log inspection results, measurements, and trends automatically, which is important for quality control or compliance.
- Example: Tracking the number of defective products over time to identify manufacturing problems.
In short:
A Machine Vision System is required whenever a task involves seeing, measuring, or inspecting things where humans are too slow, inconsistent, unsafe, or inaccurate. It’s not just about replacing humans—it’s about enabling precision, speed, and intelligence in processes that would otherwise be very difficult to manage manually.
Where is Machine Vision Systems required?
Machine Vision Systems are required in places or industries where visual inspection, measurement, or analysis is essential for accuracy, speed, safety, or automation. Essentially, anywhere human vision alone is insufficient or inefficient. Here’s a detailed explanation of where they are commonly used:
1. Manufacturing and Industrial Automation
- Assembly lines: To check products for defects, correct assembly, or proper labeling.
- Electronics manufacturing: Inspecting circuit boards for missing components or soldering defects.
- Automotive industry: Measuring dimensions of parts, detecting scratches, dents, or misalignment.
2. Food and Beverage Industry
- Sorting and grading: Sorting fruits, vegetables, or baked goods based on size, color, or quality.
- Packaging inspection: Ensuring labels are correct and bottles or cans are sealed properly.
- Quality control: Detecting contamination or foreign objects.
3. Medical and Healthcare Applications
- Medical imaging analysis: Reading X-rays, MRIs, or pathology slides automatically.
- Laboratory automation: Counting cells, analyzing blood samples, or identifying anomalies.
4. Agriculture
- Crop monitoring: Detecting disease, pests, or nutrient deficiencies in plants.
- Harvest sorting: Selecting ripe fruits and vegetables automatically.
5. Automotive and Transportation
- Autonomous vehicles: Detecting lanes, obstacles, pedestrians, and traffic signs.
- Traffic management: Counting vehicles, detecting accidents, and monitoring road conditions.
6. Security and Surveillance
- Facial recognition: Identifying individuals in secure areas.
- Object tracking: Monitoring movement in public places or restricted zones.
- Intrusion detection: Alerting authorities to unauthorized access.
7. Packaging and Logistics
- Barcode or QR code scanning: Ensuring correct shipping labels.
- Parcel sorting: Automatically routing packages based on size, shape, or destination.
8. Aerospace and Defense
- Aircraft component inspection: Detecting cracks or structural defects.
- Drone navigation: Allowing drones to see obstacles and avoid collisions.
9. Pharmaceuticals
- Tablet and capsule inspection: Checking size, shape, and color consistency.
- Labeling verification: Ensuring correct packaging and labeling.
10. Hazardous or Extreme Environments
- Environments unsafe for humans such as:
- Nuclear plants
- High-temperature production lines
- Chemical plants
In short:
Machine Vision Systems are required anywhere visual accuracy, speed, or safety is critical—from factories and labs to farms, roads, and hospitals. They’re not limited to one place; their use depends on the need for automated, reliable “vision” in tasks that humans can’t do efficiently.
How is Machine Vision Systems required?
1. For Automated Inspection
- Machine vision systems are required to inspect products automatically on production lines.
- They replace humans for repetitive inspection tasks, ensuring consistency and accuracy.
- Example: Checking for scratches, dents, or missing components on manufactured items.
2. For Measurement and Precision
- When precise measurement is needed, machine vision systems are required to measure dimensions, angles, or positions accurately.
- Humans may struggle with very small tolerances or high-speed measurements.
- Example: Measuring the thickness of metal sheets or the alignment of circuit board components.
3. For Sorting and Grading
- Machine vision systems are required where objects need to be sorted automatically based on size, color, shape, or quality.
- Example: Sorting fruits, vegetables, or baked goods on a conveyor belt.
4. For Quality Control and Error Detection
- Systems are required to detect defects, anomalies, or deviations that could affect product quality.
- They reduce the risk of defective products reaching customers.
- Example: Detecting misprinted labels or damaged packaging in the food industry.
5. For Safety and Hazardous Situations
- Machine vision systems are required in environments that are unsafe for humans, such as high-temperature, radioactive, or chemical-heavy areas.
- They allow inspection or monitoring without exposing humans to danger.
- Example: Monitoring molten metal in steel plants or inspecting nuclear reactors.
6. For Automation and Robotics
- Machine vision is required to guide robots or automated systems to perform tasks accurately.
- Example: Robotic arms in factories picking and placing objects, guided by cameras that “see” the object’s position.
7. For Data Collection and Traceability
- Machine vision systems are required to record and log visual information for quality control, compliance, or analytics.
- Example: Logging the number of defective products in a day to identify manufacturing problems.
8. For Complex Visual Analysis
- When tasks involve detecting subtle patterns, colors, textures, or shapes that are difficult for humans to notice, machine vision systems are required.
- Example: Analyzing medical images like X-rays or MRIs to detect abnormalities.
In Short:
Machine vision systems are required whenever:
- Speed, accuracy, or consistency is critical.
- Human inspection is too slow, dangerous, or unreliable.
- Automation can save time, cost, or improve quality.
They are required not just as tools, but as essential parts of modern manufacturing, healthcare, agriculture, and robotics, wherever seeing and analyzing visually is important.
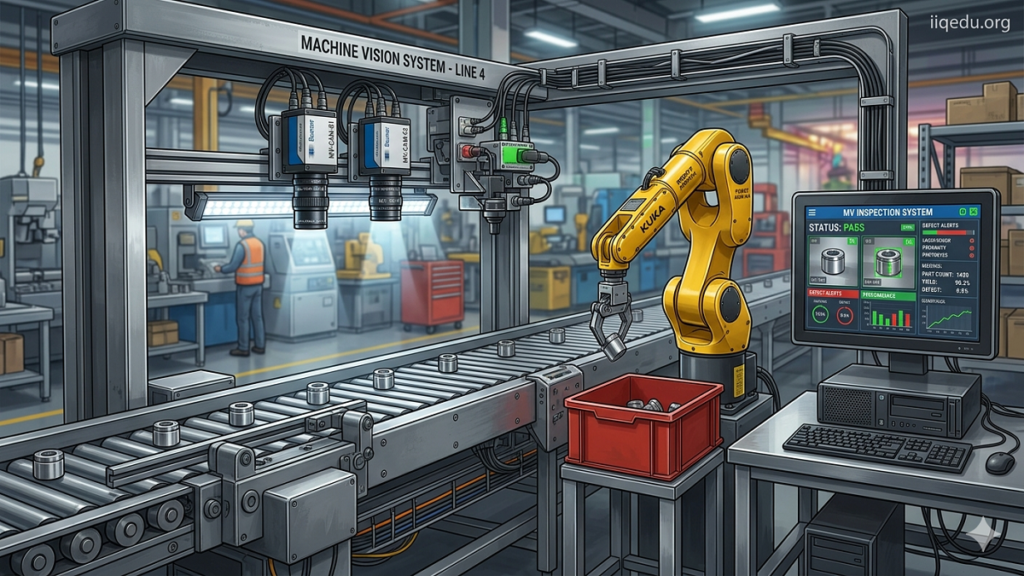
Case study of Machine Vision Systems
Background
In the automotive industry, quality and safety are critical. Every car component, from engine parts to body panels, must meet strict standards. Traditionally, human inspectors checked components for defects, but this approach was slow, inconsistent, and prone to error, especially in high-speed assembly lines.
To solve this, many automotive manufacturers implemented Machine Vision Systems to automate inspection processes.
Objective
- Ensure consistent quality of parts.
- Detect defects like scratches, dents, paint flaws, and assembly errors.
- Reduce inspection time and labor costs.
- Provide data for traceability and process improvement.
Implementation
- Image Acquisition
- High-resolution cameras were installed along the assembly line.
- Special lighting was used to highlight defects on metal surfaces and painted components.
- Image Processing & Analysis
- Machine vision software analyzed each part in real-time.
- Algorithms detected surface scratches, dents, paint inconsistencies, and misaligned components.
- AI was used to learn patterns of acceptable vs. defective parts for more accurate detection.
- Automated Decision-Making
- If a defect was detected, the system automatically flagged the part.
- Robotic arms removed defective parts from the assembly line.
- Data was logged for quality control and process analysis.
Results
- Inspection Speed: The system could inspect hundreds of parts per minute, far exceeding human capability.
- Accuracy: Defect detection improved by over 95%, reducing errors and returns.
- Cost Savings: Labor costs for inspection decreased, and fewer defective products reached customers.
- Data-Driven Improvements: The system’s logs allowed engineers to identify recurring production issues and improve the assembly process.
Conclusion
This case study shows that Machine Vision Systems are essential in industries where precision, speed, and quality are critical. By automating inspection and analysis, manufacturers can:
- Improve product quality
- Reduce human error
- Increase efficiency
- Gain actionable data for continuous improvement
Other Real-World Examples
- Food Industry: Sorting fruits and vegetables based on ripeness and size.
- Pharmaceuticals: Inspecting pills for correct size, shape, and color.
- Electronics: Checking PCB boards for missing or misaligned components.
- Autonomous Vehicles: Detecting pedestrians, vehicles, and traffic signs.
White paper of Machine Vision Systems
1. Executive Summary
Machine Vision Systems (MVS) are advanced technologies that enable machines to see, analyze, and interpret visual information from the environment. By combining cameras, lighting, sensors, and intelligent software, MVS automates inspection, measurement, and decision-making processes in industries such as manufacturing, automotive, healthcare, agriculture, and logistics. This white paper explores the technology, applications, benefits, challenges, and future trends of Machine Vision Systems.
2. Introduction
Visual inspection and analysis have traditionally relied on humans. However, human inspection is limited by fatigue, inconsistency, and slow processing speed, particularly in high-volume industrial operations. Machine Vision Systems address these limitations by providing automated, accurate, and high-speed visual analysis, improving productivity, quality, and safety.
3. System Components
A typical Machine Vision System consists of:
- Imaging Devices (Cameras/Sensors): Capture 2D, 3D, infrared, or multispectral images.
- Lighting Systems: Ensure consistent and proper illumination to highlight features.
- Optics and Lenses: Focus and magnify images for precise analysis.
- Processing Unit: Computers or embedded processors that handle image analysis.
- Software & Algorithms: Machine learning, AI, and image processing software detect patterns, defects, or measurements.
- Output Devices/Actuators: Systems that respond to analysis, e.g., robotic arms, alarms, or data logs.
4. Applications
4.1 Industrial Manufacturing
- Detecting defective products on assembly lines
- Measuring dimensions with high precision
- Guiding robotic arms in automated production
4.2 Automotive
- Inspecting car body panels and paint quality
- Assisting autonomous vehicles in detecting lanes, obstacles, and pedestrians
4.3 Food and Beverage Industry
- Sorting fruits, vegetables, and packaged goods by size, color, and ripeness
- Detecting packaging errors or contamination
4.4 Medical and Pharmaceutical
- Analyzing medical images (X-rays, MRI, pathology slides)
- Inspecting tablets, capsules, and packaging for defects
4.5 Agriculture
- Monitoring crop health, detecting pests, and grading produce
4.6 Security & Surveillance
- Facial recognition and object tracking
- Intrusion detection in restricted areas
5. Advantages
- High Accuracy: Detect defects or anomalies that humans may miss.
- Speed: Capable of inspecting hundreds or thousands of items per minute.
- Consistency: Provides uniform quality control without fatigue.
- Safety: Operates in hazardous environments without risk to humans.
- Data Collection: Logs results for analysis and traceability.
6. Challenges
- Sensitive to lighting and environmental conditions
- Requires high initial investment in hardware and software
- Complex algorithms may need expert development and maintenance
- Integration with existing production lines can be technically demanding
7. Future Trends
- AI and Deep Learning: Increasingly used for complex pattern recognition and anomaly detection.
- 3D Vision: Enhances object recognition and measurement in three dimensions.
- Edge Computing: Real-time processing directly on devices for faster decision-making.
- Integration with IoT: Machine vision combined with connected devices for predictive maintenance and smart factories.
Source: RealPars
Industry application of Machine Vision Systems
1. Automotive Industry
- Quality Inspection: Detecting scratches, dents, or paint defects on car bodies.
- Assembly Verification: Ensuring components like airbags, dashboards, or lights are correctly installed.
- Autonomous Vehicles: Detecting lanes, pedestrians, traffic signs, and obstacles.
- Robotic Guidance: Guiding robotic arms for precise welding, painting, or assembly.
2. Electronics and Semiconductor Industry
- PCB Inspection: Checking printed circuit boards for missing, misaligned, or defective components.
- Microchip Manufacturing: Detecting micro-level defects in wafers and chips.
- Connector and Soldering Verification: Ensuring electrical connections are properly aligned and functional.
3. Food and Beverage Industry
- Sorting and Grading: Sorting fruits, vegetables, baked goods, or seafood by size, color, and ripeness.
- Packaging Inspection: Detecting missing labels, incorrect seals, or damaged packaging.
- Foreign Object Detection: Identifying contamination in packaged food or beverages.
4. Pharmaceutical and Medical Industry
- Tablet and Capsule Inspection: Ensuring correct size, shape, color, and markings.
- Packaging Verification: Checking for accurate labeling, seals, and barcodes.
- Medical Imaging: Analyzing X-rays, MRIs, or pathology slides for abnormalities.
5. Agriculture
- Crop Monitoring: Detecting pests, disease, or nutrient deficiencies in crops.
- Yield Estimation: Counting fruits, vegetables, or plants for production planning.
- Sorting and Packaging: Selecting ripe and healthy produce automatically.
6. Logistics and Warehousing
- Parcel Sorting: Automatically routing packages based on size, shape, and labels.
- Barcode/QR Code Reading: Quickly scanning and verifying items for shipment.
- Inventory Management: Tracking items in real time with machine vision sensors.
7. Security and Surveillance
- Facial Recognition: Identifying authorized personnel or detecting intruders.
- Object Tracking: Monitoring movement in restricted areas.
- Automated Alerts: Detecting unusual activity or violations in real-time.
8. Aerospace and Defense
- Component Inspection: Detecting cracks or defects in aircraft parts.
- Navigation Assistance: Drones or autonomous vehicles using vision for obstacle detection.
- Weaponry Systems: Target identification and tracking using advanced imaging.
9. Packaging Industry
- Label Verification: Ensuring the correct product information is printed.
- Seal Integrity Checks: Detecting improper sealing or leaks in packages.
- Shape and Size Verification: Ensuring products meet standard dimensions before shipping.
What is a Machine Vision System?
A Machine Vision System is a technology that allows machines or computers to see, analyze, and interpret visual information from the real world. It uses cameras, lighting, and software to inspect, measure, or monitor objects automatically.
Where are Machine Vision Systems used?
They are used in industries like manufacturing, automotive, electronics, pharmaceuticals, food processing, agriculture, logistics, and security. Applications include quality inspection, sorting, robotic guidance, and autonomous vehicle navigation.
Why are Machine Vision Systems important?
They are important because they provide high speed, accuracy, and consistency in tasks that humans cannot perform efficiently. They also improve safety, reduce labor costs, and allow real-time monitoring and data collection.
How do Machine Vision Systems work?
The system works in five main steps:
Image capture: Cameras take pictures of the object or scene.
Lighting: Ensures the object is visible for analysis.
Image processing: Software detects patterns, defects, or measurements.
Analysis: The system interprets the data.
Action/output: It may sort items, trigger an alert, guide a robot, or log information.
What are the benefits of using Machine Vision Systems?
Accuracy: Detects defects or measurements precisely.
Speed: Processes thousands of items quickly.
Consistency: Eliminates human error and fatigue.
Safety: Can operate in hazardous environments.
Data Tracking: Logs information for quality control and process improvement.
Source: Sonu Explore Ai
Table of Contents
Disclaimer:
The information provided about Machine Vision Systems is for general educational and informational purposes only. While we strive for accuracy, we make no guarantees regarding completeness, suitability, or applicability for specific industrial or commercial uses. Users should consult qualified professionals before implementing any system.






